




Rotating screws are widely used to transport many kinds of solids through heaters, coolers, dryers, torrefiers, gasifiers, and other reactor systems. The rate of rotation of the screw controls how much time the material spends within the system. The faster the rotation, the shorter the residence time.
The extent of the heating, cooling, drying, and other chemical and physical changes in the material depends on the residence time. Too little time and the material does not get hot enough, cold enough, dry enough, or otherwise chemically or physically changed enough. Too much time and the material gets too hot, too cold, too dry, or changes chemically or physically too much.
Unfortunately, not all of the material that enters a reactor at the same time ends up exiting the reactor together. Some of the material exits earlier and some exits later. Consequently, the extent and the uniformity of the chemical and physical transformations of the materials depend on both the average residence time and the distribution of the residence time.
So it is important to know and be able to estimate not just the average residence time but also its distribution. Engineers and scientists have measured the residence time distribution of granular solids in three general ways:
- Starting with an empty reactor, begin adding material to the inlet of the reactor at a constant rate and measure the rate at which the product material comes out of the reactor at the exit as the reactor fills up and reaches a steady flow.
- Starting with a reactor that has been running for enough time to have a steady flow of material through the reactor, suddenly stop adding material to the inlet of the reactor and measure the rate at which the product material comes out of the reactor at the exit as the reactor empties out.
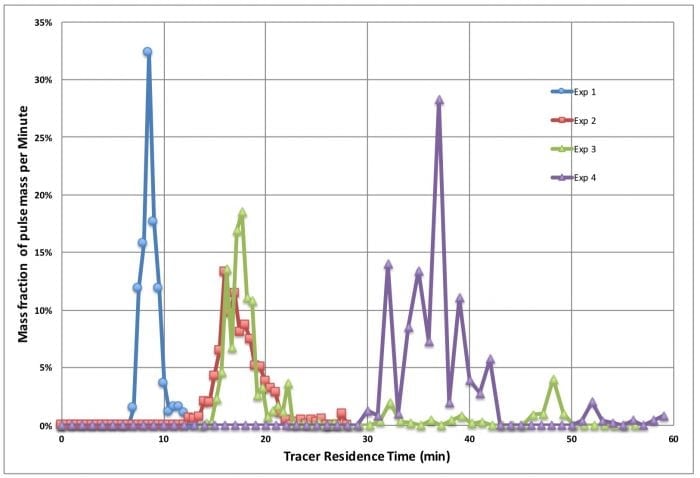
- Starting with a reactor that has been running for enough time to have a steady flow of material through the reactor, suddenly add a pulse of labeled material to the inlet of the reactor and measure the rate at which the tracer material comes out of the reactor at the exit. The tracer material must be labeled in some way to distinguish it from all of the other material in the reactor but not change the material is a way that would change how it moves through the reactor. Common ways to label the material include dying it a distinct color, adding a chemical (e.g., a fluorescent dye or a radioactive salt), or adding a magnetic tag (e.g., an iron nail).
Methods a) and b) are mirror images of each other.
During testing of a pilot-scale torrefier (a device to convert raw wood and other biomass into a more durable and energy-rich material), we used all three methods to determine the residence time distribution of wood chips in the screw conveyor.
We found that all three methods yield residence time distributions that are approximately symmetrical and bell-shaped, but the distribution estimated from the pulse input of tracer exhibited a long trailing tail that was not detectable in either the step-up or step-down results.
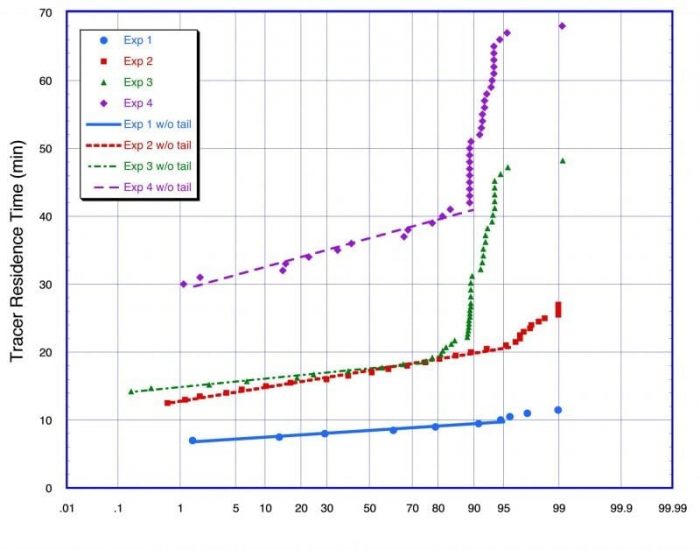
Second, we demonstrated that a normal probability plot provided a useful way to display and analyze the distributions obtained in the tracer experiments. This type of graphical display of the cumulative residence time distribution clearly indicates what part of the distribution is well approximated as a normal distribution versus the long trailing tail. The slope of the curve provides an estimate of the standard deviation of the residence time, where the steeper the slope the greater the standard deviation. The vertical position of the curve provides an estimate of the average residence time, where the higher the curve, the larger the average residence time.
Finally, we observed that all three methods yielded mean residence times that consistently differed from the nominal values, with the step-up method averaging 8% shorter, the pulse addition of tracer averaging 7% longer, and the step-down averaging 60% longer. We also observed that when the average residence times were shorter and the mass flow rates were higher, the distributions of the residence times were less scattered and the tails were smaller. This suggests that in these kinds of reactors it might be possible to achieve better process control by using shorter residence times and higher mass flow rates coupled with higher or lower temperatures so that the output from heaters, coolers, dryers, torrefiers, gasifiers, and other reactors would be more consistent.
These findings are described in the article entitled Measuring residence time distributions of wood chips in a screw conveyor reactor, recently published in the journal Fuel Processing Technology. This work was conducted by Charles Chamberlin, David Carter, and Arne Jacobson from Humboldt State University.
Related Posts
 Improving Tools For Quality Improvement: Crossings, Runs, And Crossrun
Improving Tools For Quality Improvement: Crossings, Runs, And Crossrun Coherent Poly Propagation Materials With 3-Dimensional Photonic Control Over Visible Light
Coherent Poly Propagation Materials With 3-Dimensional Photonic Control Over Visible Light Reconstructing Commuter Networks Using Machine Learning And Urban Indicators
Reconstructing Commuter Networks Using Machine Learning And Urban Indicators Surprising Internal Structure Of Whole Wheat-Green Gram Functional Bread
Surprising Internal Structure Of Whole Wheat-Green Gram Functional Bread Tailoring Tomatoes To Match Individual Consumer Needs
Tailoring Tomatoes To Match Individual Consumer Needs Eavesdropping On “Classroom Talk” In Undergraduate STEM Classrooms
Eavesdropping On “Classroom Talk” In Undergraduate STEM Classrooms